Печь из металла для бани Для примера рассмотрим одну из типовых конструкций для сухого пара и дополним её вынесенной топкой, удобным зольником и дополнительным теплообменником. Конструкционная сталь демонстрирует образцовую прочность и твёрдость при норма

Печь из металла для бани Для примера рассмотрим одну из типовых конструкций для сухого пара и дополним её вынесенной топкой, удобным зольником и дополнительным теплообменником. Конструкционная сталь демонстрирует образцовую прочность и твёрдость при нормальных температурах, но не в дровяной печи при нагреве свыше 400 °С.
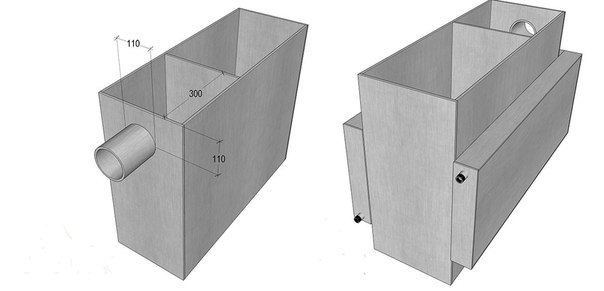
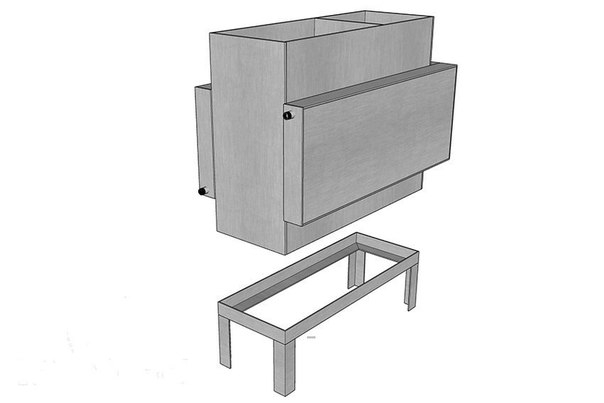
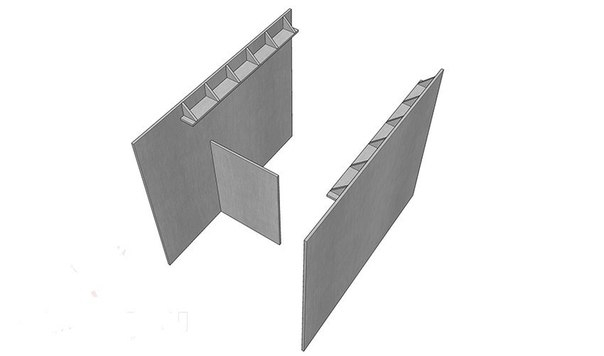
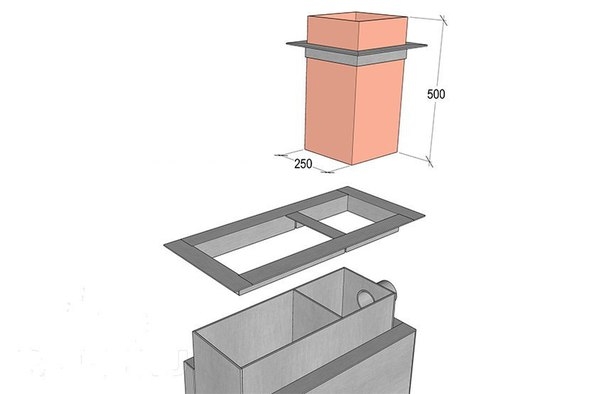
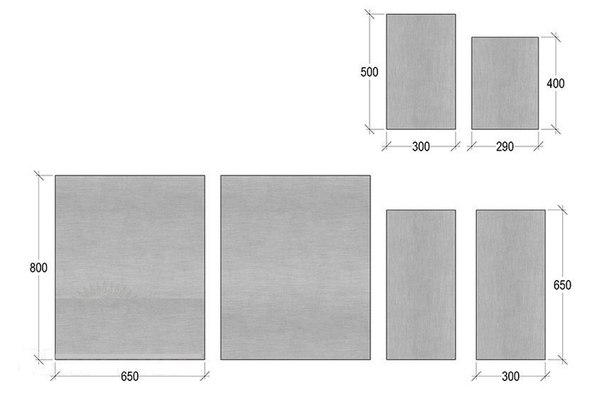
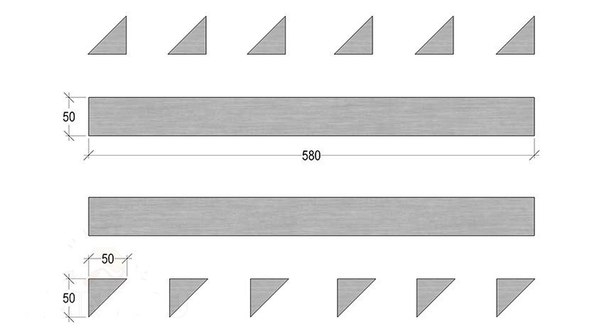
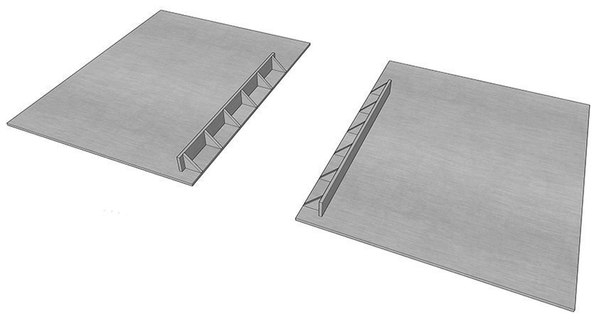
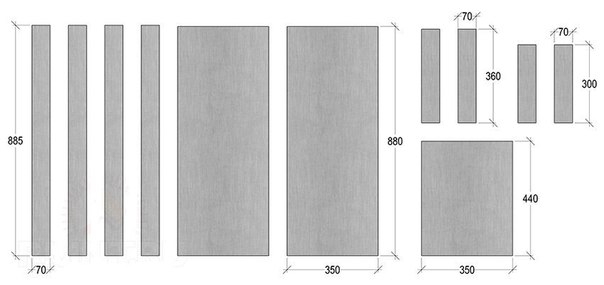
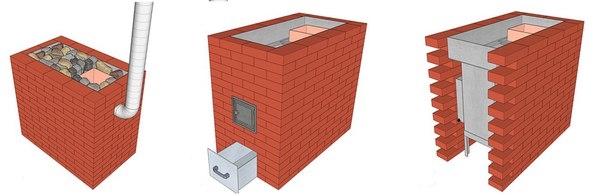
Все процессы, химические и физические, в нагретой стали ускоряются тысячекратно: образование окалины, выгорание углерода, температурная усталость и линейные деформации. Итог — подобрать жаростойкую сталь для зоны высоких температур не так просто. Существует два пути решения проблемы: наращивание толщины металла свыше 12–14 мм для повышения срока службы печи или использование стали с высоким (более 18%) содержанием хрома. Последнее часто затруднительно из-за необходимости владения сваркой типа MIG/MAG или TIG, чтобы соединять детали, а также по причине малой доступности специального металлопроката. Но если возможность есть, выбирайте для топки жаропрочную AISI-310S (её аналог 20Х23Н18) в отожжённых листах толщиной 6–8 мм. MIG/MAG сварка Есть другое, достаточно эффективное решение, помогающее сократить коррозионный износ — охлаждение нижней части топки водяным контуром или воздушной конвекцией. Теплообменники, включенные в конструкцию топки, должны изготавливаться из такой же стали. Все остальные элементы: горловину, дымоход и корпус, допускается сваривать из конструкционной углеродистой стали обычными электродами с рутиловым покрытием. А вот с топкой всё сложнее: сваривать детали следует неплавящимся электродом с использованием флюсовой присадки, содержащей серу и титан в промежуточном виде. Предварительно проведите пару экспериментальных свариваний на обрезках той же толщины, чтобы установить минимально необходимый для сварки ток. Сварочная ванна защищается аргоном при подаче около 7 м3/ч. При отсутствии специальных типов дуговой сварки можно провести сваривание деталей обычной MMA, используя электроды ОК-67.13(15). Распускаем листы: чертежи и размеры деталей Сперва определимся с размерами топки. Камера шире 300 мм будет слишком просторной для концентрации температурного очага свыше 450 °С, а без этого сгорание пиролизных газов (и КПД каменки) будет меньше ожидаемого. Длина топки должна быть достаточной для укладки поленьев свыше 300 мм, итого — около 750–800 мм. Высота топки должна соответствовать пламени дров — не менее 650 мм. Также от высоты зависит объём закладки топлива, исходите из расчёта 1,3–1,5 кг сухих дров на 1 м3 помещения парилки. Исходя из этого, вырезаем четыре прямоугольника: 650х800 мм — две боковые стенки; 300х500 мм — крышка топки; 300х650 мм — передняя и задняя стенки. 290х400 мм — внутренняя перегородка. Размеры деталей для топки каменки Также потребуются две прямоугольные планки 50х580 мм и дюжина косынок в форме равнобедренного прямоугольного треугольника с катетом 50 мм. Размеры деталей для топки каменки Следующий вопрос — охлаждение топки. Если планируется воздушная конвекция — наваривайте на заднюю и боковые стенки вертикальные рёбра шириной 45 мм и длиной по высоте топки через каждые 80 мм, итого 24 штуки. Водяное охлаждение позволяет использовать более тонкую сталь (4–5 мм), но теплообменник нужно включать в систему отопления или подготовки воды с общей теплоёмкостью не менее 65 л для тёплого пола и 150 л для бака. Теплообменник изготавливается сварным коробом толщиной до 70 мм по задней и боковым стенкам топки. Понадобится: Две боковые стенки — 350х880 мм. Задняя стенка — 350х440 мм. Полоса 70х885 мм (4 шт.), 70х360 мм (2 шт.) и 70х300 мм (2 шт.). Размеры деталей для теплообменника каменки Кроме этого, понадобится около трёх метров угловой стали 50х50 мм, до четырёх метров 75х75 мм и до 0,5 м2 листовой углеродистой стали толщиной 3,5–4,5 мм. При нарезке деталей снимайте с обеих сторон фаску шириной в треть толщины металла. Изготовление топки На боковых стенках отмечаем 50 мм от низа, по этой линии нужно выставить перпендикулярно и прихватить планки шириной 50 мм, затем снизу с дистанцией в 100–150 мм установить и приварить треугольные косынки, по шесть на каждую стенку. На полученные полки уложите 2–3 колосника шириной 300 мм, а оставшуюся щель у задней стенки накройте листом нержавейки. Изготовление топки железной каменки Далее переверните стенки на верхний край и отметьте 300 мм от задней их части. Установите и прихватите перегородку, проверьте перпендикулярность внутренних углов, диагонали стенок и обварите два вертикальных шва полностью. При сваривании деталей топки закладывайте сперва корневой шов с внутренней стороны, а затем накрывайте его двумя защитными слоями изнутри и снаружи без глубокого провара. Изготовление топки железной каменки Установите и приварите переднюю стенку сплошным швом, а в задней предварительно вырежьте круглое отверстие диаметром 110 мм с отступом в 110 мм вниз от верхнего края. В отверстие вварите гильзу из чёрной трубы, если сварка невозможна, установите фланцевое соединение или скрутите в трубу полосу нержавейки. Изготовление топки железной каменки В завершение сборки вокруг топки сваривается бак или рёбра воздушного охлаждения. Не забывайте врезать в диаметрально противоположных точках водяного теплообменника два отрезка нержавеющей трубки 25 мм с 4–5 витками трубной резьбы. Изготовление топки железной каменки Основание и каменка Топка устанавливается на рамку, сваренную из 50-го уголка полками вовнутрь. Внутренний периметр должен точно соответствовать размерам донной части топки. Рамка стоит на ножках с образованием свободного просвета в 200 мм. Если вы не планируете обкладывать каменку кирпичом, обшейте дно, заднюю и боковые стенки основания тонкой листовой сталью. Основание печи-каменки Такая же рамка, но полками наружу и из 75-ой угловой стали сваривается точно по верхнему обхвату топки. Ближе к задней части добавьте ещё одну перемычку, чтобы внутренняя сторона полки уголка плотно прилегала к перегородке, образуя квадратную ячейку 300х300 мм. В этот проём вставляется бак, размерами 250х250 и высотой 500 мм. Изготавливайте его из листовой стали толщиной около 4 мм, в 100 мм от верхнего края по внешней стороне добавьте пояс из угловой стали, которым бак будет опираться на рамку. Изготовление каменки с баком для воды Полученная конструкция устанавливается поверх топки, обваривается по периметру стальными бортами высотой около 150–200 мм и заполняется камнями. Бак служит для подогрева воды, а остальная поверхность каменки «догоняет» пар до нужной температуры. Будет хорошим решением протянуть со дна бака на дно каменки пару трубок на 3/4 дюйма с частыми 6 мм отверстиями в стенках. Сам бак при этом нужно накрыть крышкой, оставив в центре трубку — дозатор воды. Изготовление каменки с баком для воды Кожух или обкладка Если вы используете воздушную конвекцию, будет правильно обернуть печь в кожух из тонкой листовой стали. Закрепить её можно к рамке из 75-го уголка, а затем повторить крепление в нижней части, предварительно наварив на топку несколько «язычков» с отверстиями и резьбой. При водяном охлаждении кожух также уместен, но лучше обложить каменку декоративным кирпичом или песчаником. Кладка, как и кожух, выводится заподлицо с бортами каменки или немного ниже. Обкладка печи кирпичом Завершаем установку: топка, зольник и дымоход После сборки печи разметьте и вырежьте на передней стенке проём, размерами под имеющуюся топочную дверцу. По этим же размерам из обрезков нержавейки сварите манжет глубиной не менее 170 мм или в толщину перегородки, если выносите дверцу в предбанник. Печь из металла для бани своими руками Зольник в такой печке — обычный ящик шириной 250 мм, высотой в 200 мм и в полную длину топки. В передней части стенка должна быть шире ящика на 50 мм в обе стороны и на 100 мм вверх. Печь из металла для бани своими руками Дымоход можно тянуть сэндвич-трубой или обычным стальным каналом. На гильзу в задней стенке надеваем и уплотняем стеклошнуром поворотное колено, затем конопатим этим же шнуром уголки основания и каменки, не забываем про перегородку внутри топки. После закладки камней печь готова к работе, но рекомендуется перед установкой растопить её на улице, чтобы прокалить и выжечь остатки заводской прокатной смазки.
Все процессы, химические и физические, в нагретой стали ускоряются тысячекратно: образование окалины, выгорание углерода, температурная усталость и линейные деформации. Итог — подобрать жаростойкую сталь для зоны высоких температур не так просто. Существует два пути решения проблемы: наращивание толщины металла свыше 12–14 мм для повышения срока службы печи или использование стали с высоким (более 18%) содержанием хрома. Последнее часто затруднительно из-за необходимости владения сваркой типа MIG/MAG или TIG, чтобы соединять детали, а также по причине малой доступности специального металлопроката. Но если возможность есть, выбирайте для топки жаропрочную AISI-310S (её аналог 20Х23Н18) в отожжённых листах толщиной 6–8 мм. MIG/MAG сварка Есть другое, достаточно эффективное решение, помогающее сократить коррозионный износ — охлаждение нижней части топки водяным контуром или воздушной конвекцией. Теплообменники, включенные в конструкцию топки, должны изготавливаться из такой же стали. Все остальные элементы: горловину, дымоход и корпус, допускается сваривать из конструкционной углеродистой стали обычными электродами с рутиловым покрытием. А вот с топкой всё сложнее: сваривать детали следует неплавящимся электродом с использованием флюсовой присадки, содержащей серу и титан в промежуточном виде. Предварительно проведите пару экспериментальных свариваний на обрезках той же толщины, чтобы установить минимально необходимый для сварки ток. Сварочная ванна защищается аргоном при подаче около 7 м3/ч. При отсутствии специальных типов дуговой сварки можно провести сваривание деталей обычной MMA, используя электроды ОК-67.13(15). Распускаем листы: чертежи и размеры деталей Сперва определимся с размерами топки. Камера шире 300 мм будет слишком просторной для концентрации температурного очага свыше 450 °С, а без этого сгорание пиролизных газов (и КПД каменки) будет меньше ожидаемого. Длина топки должна быть достаточной для укладки поленьев свыше 300 мм, итого — около 750–800 мм. Высота топки должна соответствовать пламени дров — не менее 650 мм. Также от высоты зависит объём закладки топлива, исходите из расчёта 1,3–1,5 кг сухих дров на 1 м3 помещения парилки. Исходя из этого, вырезаем четыре прямоугольника: 650х800 мм — две боковые стенки; 300х500 мм — крышка топки; 300х650 мм — передняя и задняя стенки. 290х400 мм — внутренняя перегородка. Размеры деталей для топки каменки Также потребуются две прямоугольные планки 50х580 мм и дюжина косынок в форме равнобедренного прямоугольного треугольника с катетом 50 мм. Размеры деталей для топки каменки Следующий вопрос — охлаждение топки. Если планируется воздушная конвекция — наваривайте на заднюю и боковые стенки вертикальные рёбра шириной 45 мм и длиной по высоте топки через каждые 80 мм, итого 24 штуки. Водяное охлаждение позволяет использовать более тонкую сталь (4–5 мм), но теплообменник нужно включать в систему отопления или подготовки воды с общей теплоёмкостью не менее 65 л для тёплого пола и 150 л для бака. Теплообменник изготавливается сварным коробом толщиной до 70 мм по задней и боковым стенкам топки. Понадобится: Две боковые стенки — 350х880 мм. Задняя стенка — 350х440 мм. Полоса 70х885 мм (4 шт.), 70х360 мм (2 шт.) и 70х300 мм (2 шт.). Размеры деталей для теплообменника каменки Кроме этого, понадобится около трёх метров угловой стали 50х50 мм, до четырёх метров 75х75 мм и до 0,5 м2 листовой углеродистой стали толщиной 3,5–4,5 мм. При нарезке деталей снимайте с обеих сторон фаску шириной в треть толщины металла. Изготовление топки На боковых стенках отмечаем 50 мм от низа, по этой линии нужно выставить перпендикулярно и прихватить планки шириной 50 мм, затем снизу с дистанцией в 100–150 мм установить и приварить треугольные косынки, по шесть на каждую стенку. На полученные полки уложите 2–3 колосника шириной 300 мм, а оставшуюся щель у задней стенки накройте листом нержавейки. Изготовление топки железной каменки Далее переверните стенки на верхний край и отметьте 300 мм от задней их части. Установите и прихватите перегородку, проверьте перпендикулярность внутренних углов, диагонали стенок и обварите два вертикальных шва полностью. При сваривании деталей топки закладывайте сперва корневой шов с внутренней стороны, а затем накрывайте его двумя защитными слоями изнутри и снаружи без глубокого провара. Изготовление топки железной каменки Установите и приварите переднюю стенку сплошным швом, а в задней предварительно вырежьте круглое отверстие диаметром 110 мм с отступом в 110 мм вниз от верхнего края. В отверстие вварите гильзу из чёрной трубы, если сварка невозможна, установите фланцевое соединение или скрутите в трубу полосу нержавейки. Изготовление топки железной каменки В завершение сборки вокруг топки сваривается бак или рёбра воздушного охлаждения. Не забывайте врезать в диаметрально противоположных точках водяного теплообменника два отрезка нержавеющей трубки 25 мм с 4–5 витками трубной резьбы. Изготовление топки железной каменки Основание и каменка Топка устанавливается на рамку, сваренную из 50-го уголка полками вовнутрь. Внутренний периметр должен точно соответствовать размерам донной части топки. Рамка стоит на ножках с образованием свободного просвета в 200 мм. Если вы не планируете обкладывать каменку кирпичом, обшейте дно, заднюю и боковые стенки основания тонкой листовой сталью. Основание печи-каменки Такая же рамка, но полками наружу и из 75-ой угловой стали сваривается точно по верхнему обхвату топки. Ближе к задней части добавьте ещё одну перемычку, чтобы внутренняя сторона полки уголка плотно прилегала к перегородке, образуя квадратную ячейку 300х300 мм. В этот проём вставляется бак, размерами 250х250 и высотой 500 мм. Изготавливайте его из листовой стали толщиной около 4 мм, в 100 мм от верхнего края по внешней стороне добавьте пояс из угловой стали, которым бак будет опираться на рамку. Изготовление каменки с баком для воды Полученная конструкция устанавливается поверх топки, обваривается по периметру стальными бортами высотой около 150–200 мм и заполняется камнями. Бак служит для подогрева воды, а остальная поверхность каменки «догоняет» пар до нужной температуры. Будет хорошим решением протянуть со дна бака на дно каменки пару трубок на 3/4 дюйма с частыми 6 мм отверстиями в стенках. Сам бак при этом нужно накрыть крышкой, оставив в центре трубку — дозатор воды. Изготовление каменки с баком для воды Кожух или обкладка Если вы используете воздушную конвекцию, будет правильно обернуть печь в кожух из тонкой листовой стали. Закрепить её можно к рамке из 75-го уголка, а затем повторить крепление в нижней части, предварительно наварив на топку несколько «язычков» с отверстиями и резьбой. При водяном охлаждении кожух также уместен, но лучше обложить каменку декоративным кирпичом или песчаником. Кладка, как и кожух, выводится заподлицо с бортами каменки или немного ниже. Обкладка печи кирпичом Завершаем установку: топка, зольник и дымоход После сборки печи разметьте и вырежьте на передней стенке проём, размерами под имеющуюся топочную дверцу. По этим же размерам из обрезков нержавейки сварите манжет глубиной не менее 170 мм или в толщину перегородки, если выносите дверцу в предбанник. Печь из металла для бани своими руками Зольник в такой печке — обычный ящик шириной 250 мм, высотой в 200 мм и в полную длину топки. В передней части стенка должна быть шире ящика на 50 мм в обе стороны и на 100 мм вверх. Печь из металла для бани своими руками Дымоход можно тянуть сэндвич-трубой или обычным стальным каналом. На гильзу в задней стенке надеваем и уплотняем стеклошнуром поворотное колено, затем конопатим этим же шнуром уголки основания и каменки, не забываем про перегородку внутри топки. После закладки камней печь готова к работе, но рекомендуется перед установкой растопить её на улице, чтобы прокалить и выжечь остатки заводской прокатной смазки.