Профильный трубогиб своими руками: чертежи и советы по изготовлению

Профильный трубогиб своими руками: чертежи и советы по изготовлению
Из этой статьи вы узнаете, как своими силами собрать станок для гибки труб. Также в статье вы найдёте информацию о том, как сделать трубогиб своими руками, видео и чертежи с комментариями по сборке и применению станка. Мы расскажем о нюансах монтажа и поделимся секретами.
Станки для гибки труб необходимы не только в профессиональной, но и домашней работе. Особенно актуальны загибы труб по большому радиусу — из них делают рёбра каркасов теплиц, козырьков, парников. О том, как сделать простые станки для гибки труб, мы расскажем в этой статье.
В чём разница между гнутьём круглых и профильных труб
Трубы прямого и круглого сечения изначально имеют разное назначение — круглые для водопровода (иногда столбов), прямые для каркаса. Поэтому требования к герметичности и сохранности стенки у них разные — круглая труба должна максимально сохранить свойства. В связи с этим упорные колёса и оправки всегда имеют жёлоб под определённый диаметр. Колёса и бабки для профильной трубы имеют либо прямоугольный жёлоб, либо вообще «зуб» по всей окружности. Он подминает внутрь стенку трубы и тем самым сохраняет размеры сечения. Это актуально потому, что прямой профиль загибают под малым радиусом в основном с целью получить декоративные элементы так называемой «холодной ковки».
Профильный трубогиб на вальцах своими руками
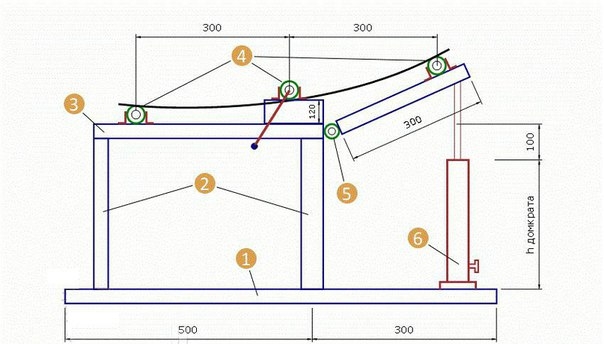
Домашний самодельный вариант этого станка схематично взят с заводских моделей. Конструкция максимально упрощена и под силу начинающему мастеру. По принципу работы вальцевые станки разделяют на два основных вида — с пресс-вальцами и с подъёмной платформой (платформами). При этом основная конструкция практически совпадает, разница лишь в том, какой элемент будет задавать радиус арки. Мы рассмотрим простую конструкцию с подъёмной платформой.
Для создания станка понадобится три пары подшипников с посадочным диаметром не менее 30 мм — это будет основа вальцев. Также к ним следует подобрать сами валы, чтобы они садились в подшипники (лом, круг, заводские валы, детали авто- мототехники). Остальной материал — швеллер, стальная пластина 10 мм, уголок — можно варьировать в зависимости от имеющихся запасов.
Выполнение работы:
Взять надёжную основу, например, толстостенный швеллер 100–150 мм длиной 800 мм.
Из такого же швеллера нужно сделать платформы — два отрезка по 300 мм.
В 500 мм от одной из сторон вертикально привариваем центральную стойку высотой 350 мм из квадратной трубы или спаренного швеллера.
Сверху строго горизонтально навариваем неподвижную платформу и заднюю стойку к ней.
Наращиваем стенки из профильной трубы на высоту 120 мм. Высота должна быть выдержана таким образом, чтобы размер на чертеже был не менее максимальной толщины трубы, которую предполагается гнуть.
Для создания подвижной платформы нужно сделать петлю. Подбираем трубу и «палец», чтобы входил в неё без люфта. Режем трубу в ширину швеллера и разделяем на три части. Две крайние привариваем к станине, а третью (среднюю) — к отрезку швеллера 300 мм. Монтируем соединение «на палец».
К обеим частям платформы в 50 мм от края навариваем подшипники с обеих сторон, а также на наращённых стенках. Усиливаем уголками.
Внимание! Следите за соосностью подшипников — перекос не позволит установить вал.
Устанавливаем вальцы в подшипники. На средний валец монтируем съёмный вороток, например, педаль от велосипеда.
Под конец подвижной платформы нужно завести регулирующий механизм. В идеале — гидравлический домкрат, но можно обойтись и резьбовым (тяга от станка, нога от лесов). Подъёмник также закрепить к основе на болты.
По желанию к основе можно приварить лапки для монтажа на болты.
Гидравлический профильный трубогиб для малых радиусов
Трёхточечный станок отличается от других разновидностей трубогибов не столько приводом (гидравлика), сколько образом приложения усилия. Принцип действия этого устройства предельно прост — участок трубы, зафиксированный упором в двух точках, продавливается в середине (в третьей точке) радиальной бабкой-оправкой с жёлобом, постепенно принимая её форму.
Этот трубогиб удобен тем, что его можно скомпоновать на подвижной платформе с колёсами для транспортировки. Платформа будет нужна в любом случае, т. к. усилие, направленное на оправку, нужно будет компенсировать упором. Давление такой силы можно оказать механическим (резьбовым) либо гидравлическим домкратом.
Для изготовления трубогиба понадобится материал:
Стальные пластины 10 мм размерами 600х150 мм — 2 шт., 300х80 — 1 шт.
Полоса или вырезка из пластины 6–10 мм длиной 450 мм — 4 шт.
Болты с гайками Ø 10 мм и 20 мм.
Пружины на растяжение 200 мм.
Инструмент:
Сварочно-слесарный — мощная болгарка, сварочный аппарат, дрель от 850 Вт (станок).
Измерительно-разметочный — рулетка, угольники, маркер, кернер.
Расходный материал — диски по металлу отрезные и шлифовальные, свёрла по металлу 6, 10 и 16 мм.
Станок будет состоять из пространственно-жёсткой рамы и съёмного автомобильного домкрата. Главное достоинство разборного станка — возможность использования домкрата отдельно — не нужно приобретать его специально для трубогиба. В принципе, силовой привод может быть хоть дизельный ДВС. Главная его задача — выдать достаточное усилие для преодоления сопротивления трубы.
Изготовление рамы
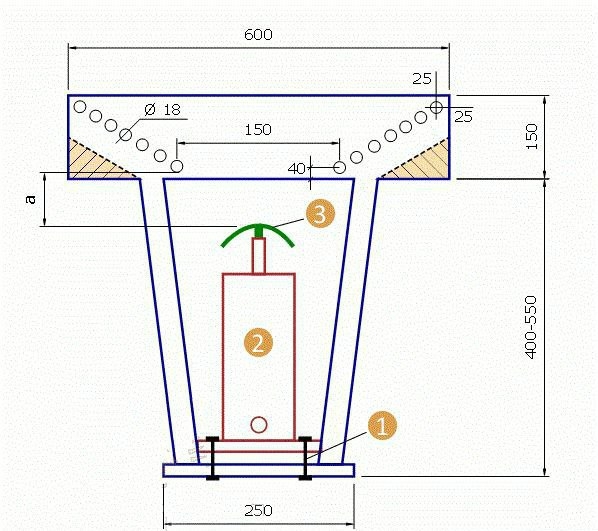
Рама состоит из двух зеркальных элементов — каркасных стенок — и пятки, на которую будет установлен домкрат. Элементы конструкции компонуются согласно чертежу.
Разметка рабочей пластины производится от вертикальной оси (если рама стоит вертикально). Первые нижние отверстия располагаются в 40 мм от края и в 75 мм от оси. Оси крайних отверстий — в 25 мм от наружного края. Разметив таким образом первое и крайнее отверстия крыла, можно построить ось промежуточных отверстий, затем разбить её на равные отрезки. Пересечения рисок и наклонной оси будут осями отверстий.
Отверстия Ø 22 мм лучше сверлить в несколько подходов, постепенно увеличивая диаметр (например, Ø 6, Ø 10, Ø 18, Ø 22). Это особенно актуально, если в распоряжении нет сверлильного станка, а только дрель.
Внимание! Помните, что чем больше диаметр, тем ниже должна быть скорость вращения сверла и сильнее нажим.
Зеркальная пластина изготавливается аналогичным образом. Нижнюю упорную пластину следует разметить по осям равномерно и выявить места монтажных отверстий для домкрата. Пятка домкрата всегда имеет штатные отверстия для крепления.
Высота конструкции определяется размерами имеющегося домкрата и расстоянием от дна жёлоба оправки до контактной поверхности упорного ролика (бабки) строго по вертикали (размер а на чертеже). Расстояние а должно быть равно примерно 20 мм при полностью задвинутом штоке домкрата (без нагрузки). Это нужно для установки трубы минимального диаметра (15–16 мм).
Свободные углы (заштрихованы жёлтым) можно срезать. Все кромки и торцы следует ошлифовать болгаркой, желательно затем пройти диском «лепесток».
Сборка станка
Расстояние между зеркальными пластинами должно быть на несколько миллиметров больше максимального диаметра трубы, которую предстоит гнуть. Для станка данного типа оптимальный максимум — 50 мм. Итого между пластинами 53–55 мм. Упорные ролики должны быть точно такого размера (по высоте цилиндра), их следует установить в первую очередь перед сваркой. Определив местоположение стальных полос на пятке, свариваем конструкцию воедино.
Затем в нижней трети определяем оптимальное положение промежуточной полки и крепим к ней пружину обратного хода. Крепление пружины к штоку домкрата подбирается индивидуально, исходя из конструкции домкрата и подручных средств.
Специальные элементы
В трёхточечном трубогибе есть один нюанс — одну деталь никак не получится сделать в домашних условиях и придётся обращаться к токарю или покупать. Это оправка. Изготовление одной оправки стоит от 10 до 25 у. е. в зависимости от размера и сложности. Цена оправок в магазине — от 20 у. е.
Упорные ролики также достойны особого упоминания. Они могут представлять собой мощную стальную втулку под ось 20 мм (болт). По наружной плоскости можно наварить самодельные оправки под основные диаметры — 25, 32, 38 и 50 мм или профили. Оправку для упорного ролика можно изготовить, вырезав её из трубы большего диаметра и подрихтовать молотком.
Упрощённые варианты станка
Для большого объёма работ с тонкими (16–25 мм) трубами, а также тонкостенными (медь, алюминий, нержавейка) можно собрать простой вариант описанного станка буквально из нескольких полос металла. Такой станок будет в разы легче, но при этом диапазон диаметров заготовки ограничен. Главное отличие — отверстия расположены в ряд перпендикулярно штоку домкрата.
Если в наличии нет гидравлического домкрата, можно заменить его резьбовым, смонтировав на месте в упорную пятку рамы. Для этого нужно прожечь в ней отверстие и наварить гайку под резьбовой шток, подобно тому, как сделан трубогиб, видео которого расположено ниже.
Удобство конструкции заключается в том, что её можно полностью видоизменять, сохраняя основной принцип трёх контактных точек.
Вершиной удобства и технологичности, без сомнения, будет гидравлический домкрат с электроприводом. Это «высший пилотаж» домашнего мастера, но вполне возможный вариант при развитом навыке и доступе к токарному цеху. Такие модели есть в продаже.
Для того чтобы собрать трубогиб своими руками, важны не столько чертежи, сколько наличие инструмента и подручного материала — металла, колёс, подшипников и т. д. Используя наши советы и собственный навык, это вполне по силам домашнему мастеру.

Из этой статьи вы узнаете, как своими силами собрать станок для гибки труб. Также в статье вы найдёте информацию о том, как сделать трубогиб своими руками, видео и чертежи с комментариями по сборке и применению станка. Мы расскажем о нюансах монтажа и поделимся секретами.
Станки для гибки труб необходимы не только в профессиональной, но и домашней работе. Особенно актуальны загибы труб по большому радиусу — из них делают рёбра каркасов теплиц, козырьков, парников. О том, как сделать простые станки для гибки труб, мы расскажем в этой статье.
В чём разница между гнутьём круглых и профильных труб
Трубы прямого и круглого сечения изначально имеют разное назначение — круглые для водопровода (иногда столбов), прямые для каркаса. Поэтому требования к герметичности и сохранности стенки у них разные — круглая труба должна максимально сохранить свойства. В связи с этим упорные колёса и оправки всегда имеют жёлоб под определённый диаметр. Колёса и бабки для профильной трубы имеют либо прямоугольный жёлоб, либо вообще «зуб» по всей окружности. Он подминает внутрь стенку трубы и тем самым сохраняет размеры сечения. Это актуально потому, что прямой профиль загибают под малым радиусом в основном с целью получить декоративные элементы так называемой «холодной ковки».
Профильный трубогиб на вальцах своими руками
Домашний самодельный вариант этого станка схематично взят с заводских моделей. Конструкция максимально упрощена и под силу начинающему мастеру. По принципу работы вальцевые станки разделяют на два основных вида — с пресс-вальцами и с подъёмной платформой (платформами). При этом основная конструкция практически совпадает, разница лишь в том, какой элемент будет задавать радиус арки. Мы рассмотрим простую конструкцию с подъёмной платформой.
Для создания станка понадобится три пары подшипников с посадочным диаметром не менее 30 мм — это будет основа вальцев. Также к ним следует подобрать сами валы, чтобы они садились в подшипники (лом, круг, заводские валы, детали авто- мототехники). Остальной материал — швеллер, стальная пластина 10 мм, уголок — можно варьировать в зависимости от имеющихся запасов.
Выполнение работы:
Взять надёжную основу, например, толстостенный швеллер 100–150 мм длиной 800 мм.
Из такого же швеллера нужно сделать платформы — два отрезка по 300 мм.
В 500 мм от одной из сторон вертикально привариваем центральную стойку высотой 350 мм из квадратной трубы или спаренного швеллера.
Сверху строго горизонтально навариваем неподвижную платформу и заднюю стойку к ней.
Наращиваем стенки из профильной трубы на высоту 120 мм. Высота должна быть выдержана таким образом, чтобы размер на чертеже был не менее максимальной толщины трубы, которую предполагается гнуть.
Для создания подвижной платформы нужно сделать петлю. Подбираем трубу и «палец», чтобы входил в неё без люфта. Режем трубу в ширину швеллера и разделяем на три части. Две крайние привариваем к станине, а третью (среднюю) — к отрезку швеллера 300 мм. Монтируем соединение «на палец».
К обеим частям платформы в 50 мм от края навариваем подшипники с обеих сторон, а также на наращённых стенках. Усиливаем уголками.
Внимание! Следите за соосностью подшипников — перекос не позволит установить вал.
Устанавливаем вальцы в подшипники. На средний валец монтируем съёмный вороток, например, педаль от велосипеда.
Под конец подвижной платформы нужно завести регулирующий механизм. В идеале — гидравлический домкрат, но можно обойтись и резьбовым (тяга от станка, нога от лесов). Подъёмник также закрепить к основе на болты.
По желанию к основе можно приварить лапки для монтажа на болты.
Гидравлический профильный трубогиб для малых радиусов
Трёхточечный станок отличается от других разновидностей трубогибов не столько приводом (гидравлика), сколько образом приложения усилия. Принцип действия этого устройства предельно прост — участок трубы, зафиксированный упором в двух точках, продавливается в середине (в третьей точке) радиальной бабкой-оправкой с жёлобом, постепенно принимая её форму.
Этот трубогиб удобен тем, что его можно скомпоновать на подвижной платформе с колёсами для транспортировки. Платформа будет нужна в любом случае, т. к. усилие, направленное на оправку, нужно будет компенсировать упором. Давление такой силы можно оказать механическим (резьбовым) либо гидравлическим домкратом.
Для изготовления трубогиба понадобится материал:
Стальные пластины 10 мм размерами 600х150 мм — 2 шт., 300х80 — 1 шт.
Полоса или вырезка из пластины 6–10 мм длиной 450 мм — 4 шт.
Болты с гайками Ø 10 мм и 20 мм.
Пружины на растяжение 200 мм.
Инструмент:
Сварочно-слесарный — мощная болгарка, сварочный аппарат, дрель от 850 Вт (станок).
Измерительно-разметочный — рулетка, угольники, маркер, кернер.
Расходный материал — диски по металлу отрезные и шлифовальные, свёрла по металлу 6, 10 и 16 мм.
Станок будет состоять из пространственно-жёсткой рамы и съёмного автомобильного домкрата. Главное достоинство разборного станка — возможность использования домкрата отдельно — не нужно приобретать его специально для трубогиба. В принципе, силовой привод может быть хоть дизельный ДВС. Главная его задача — выдать достаточное усилие для преодоления сопротивления трубы.
Изготовление рамы
Рама состоит из двух зеркальных элементов — каркасных стенок — и пятки, на которую будет установлен домкрат. Элементы конструкции компонуются согласно чертежу.
Разметка рабочей пластины производится от вертикальной оси (если рама стоит вертикально). Первые нижние отверстия располагаются в 40 мм от края и в 75 мм от оси. Оси крайних отверстий — в 25 мм от наружного края. Разметив таким образом первое и крайнее отверстия крыла, можно построить ось промежуточных отверстий, затем разбить её на равные отрезки. Пересечения рисок и наклонной оси будут осями отверстий.
Отверстия Ø 22 мм лучше сверлить в несколько подходов, постепенно увеличивая диаметр (например, Ø 6, Ø 10, Ø 18, Ø 22). Это особенно актуально, если в распоряжении нет сверлильного станка, а только дрель.
Внимание! Помните, что чем больше диаметр, тем ниже должна быть скорость вращения сверла и сильнее нажим.
Зеркальная пластина изготавливается аналогичным образом. Нижнюю упорную пластину следует разметить по осям равномерно и выявить места монтажных отверстий для домкрата. Пятка домкрата всегда имеет штатные отверстия для крепления.
Высота конструкции определяется размерами имеющегося домкрата и расстоянием от дна жёлоба оправки до контактной поверхности упорного ролика (бабки) строго по вертикали (размер а на чертеже). Расстояние а должно быть равно примерно 20 мм при полностью задвинутом штоке домкрата (без нагрузки). Это нужно для установки трубы минимального диаметра (15–16 мм).
Свободные углы (заштрихованы жёлтым) можно срезать. Все кромки и торцы следует ошлифовать болгаркой, желательно затем пройти диском «лепесток».
Сборка станка
Расстояние между зеркальными пластинами должно быть на несколько миллиметров больше максимального диаметра трубы, которую предстоит гнуть. Для станка данного типа оптимальный максимум — 50 мм. Итого между пластинами 53–55 мм. Упорные ролики должны быть точно такого размера (по высоте цилиндра), их следует установить в первую очередь перед сваркой. Определив местоположение стальных полос на пятке, свариваем конструкцию воедино.
Затем в нижней трети определяем оптимальное положение промежуточной полки и крепим к ней пружину обратного хода. Крепление пружины к штоку домкрата подбирается индивидуально, исходя из конструкции домкрата и подручных средств.
Специальные элементы
В трёхточечном трубогибе есть один нюанс — одну деталь никак не получится сделать в домашних условиях и придётся обращаться к токарю или покупать. Это оправка. Изготовление одной оправки стоит от 10 до 25 у. е. в зависимости от размера и сложности. Цена оправок в магазине — от 20 у. е.
Упорные ролики также достойны особого упоминания. Они могут представлять собой мощную стальную втулку под ось 20 мм (болт). По наружной плоскости можно наварить самодельные оправки под основные диаметры — 25, 32, 38 и 50 мм или профили. Оправку для упорного ролика можно изготовить, вырезав её из трубы большего диаметра и подрихтовать молотком.
Упрощённые варианты станка
Для большого объёма работ с тонкими (16–25 мм) трубами, а также тонкостенными (медь, алюминий, нержавейка) можно собрать простой вариант описанного станка буквально из нескольких полос металла. Такой станок будет в разы легче, но при этом диапазон диаметров заготовки ограничен. Главное отличие — отверстия расположены в ряд перпендикулярно штоку домкрата.
Если в наличии нет гидравлического домкрата, можно заменить его резьбовым, смонтировав на месте в упорную пятку рамы. Для этого нужно прожечь в ней отверстие и наварить гайку под резьбовой шток, подобно тому, как сделан трубогиб, видео которого расположено ниже.
Удобство конструкции заключается в том, что её можно полностью видоизменять, сохраняя основной принцип трёх контактных точек.
Вершиной удобства и технологичности, без сомнения, будет гидравлический домкрат с электроприводом. Это «высший пилотаж» домашнего мастера, но вполне возможный вариант при развитом навыке и доступе к токарному цеху. Такие модели есть в продаже.
Для того чтобы собрать трубогиб своими руками, важны не столько чертежи, сколько наличие инструмента и подручного материала — металла, колёс, подшипников и т. д. Используя наши советы и собственный навык, это вполне по силам домашнему мастеру.