Сварка вертикальных швов

Сварка вертикальных швов
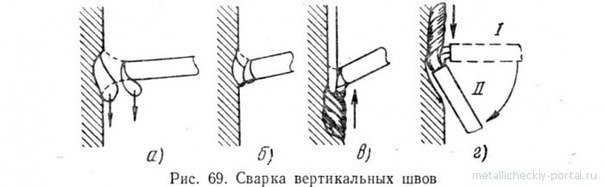
При сварке вертикальных швов капли расплавленного металла стремятся стекать вниз (рис. 69, а). Поэтому такие швы выполняют более короткой дугой, при которой капли, вследствие действия сил поверхностного натяжения, легче переходят с электрода в кратер шва (рис. 69, б). Конец электрода отводят вверх или в сторону от капли, давая ей возможность затвердеть.
Вертикальные швы лучше сваривать снизу вверх, тогда нижележащий кратер будет удерживать капли металла (рис. 69, в). Электрод может иметь наклон вверх или вниз. При наклоне электрода вниз сварщику удобнее наблюдать за распределением капель электродного металла в разделке шва. Если необходимо вести вертикальную сварку сверху вниз, электрод ставится в положение I (рис. 69,г), а после образования, капли опускается ниже, в положение II, при котором капля удерживается короткой дугой от стекания. Вертикальные швы лучше сваривать электродом диаметром не более 4 мм, на пониженном токе (порядка 160 а). При этом уменьшается объем жидкого металла в кратере шва, что облегчает сварку.
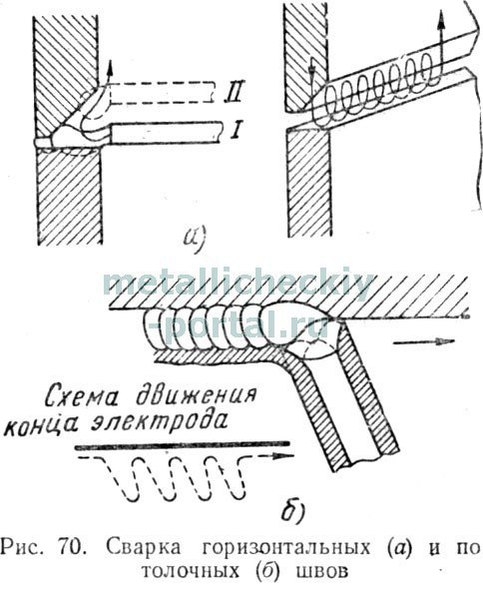
Для уменьшения стекания металла при выполнении горизонтальных швов (рис. 70, а) скос кромок делают только у верхнего листа. Дугу возбуждают на нижней кромке (положение I), а затем переводят ее на кромку верхнего листа (положение II), поднимая вверх стекающую каплю металла. Схема движений конца электрода при сварке однослойного горизонтального шва показана на рис. 70, а, справа. Горизонтальные швы сваривают также продольными валиками, причем первый валик (корень шва) выполняют электродом диаметра 4 мм, а последующие — электродом 5 мм.
Наиболее трудно выполнять потолочные швы, которые свариваются возможно более короткой дугой. Для сварки потолочных швов применяют электроды с покрытиями более тугоплавкими, чем металл электрода. В этом случае покрытие образует на конце электрода чехольчик, удерживающий капли металла (рис. 70, б). В процессе сварки конец электрода то удаляют, то приближают к ванне. При удалении электрода дуга гаснет и металл шва затвердевает. Для потолочной сварки — вертикальной и горизонтальной используют электрод меньшего диаметра, а ток уменьшают на 10—12% по сравнению со сваркой металла такой же толщины в нижнем положении.
При сварке потолочных швов пузырьки газа, всплывая, попадают в корень шва, что снижает прочность сварного соединения. Потолочная сварка применяется только при монтаже крупных конструкций, сварке неповоротных стыков трубопроводов, ремонтной сварке и других подобных работах, когда выполнение шва в нижнем положении невозможно.
Вертикальные, горизонтальные и потолочные швы можно сваривать и в защитных газах, обеспечивающих струйный перенос металла электрода в сварочную ванну. При этом следует применять механизированные способы сварки.
Для сварки в любом пространственном положении пригодны электроды: ОМА-2, ОММ-5, ОЗЦ-1, ЦМ-7, ОЗС-4, ОЗС-2, УОНИ-13 и др. (см. табл. 6)
При сварке вертикальных швов капли расплавленного металла стремятся стекать вниз (рис. 69, а). Поэтому такие швы выполняют более короткой дугой, при которой капли, вследствие действия сил поверхностного натяжения, легче переходят с электрода в кратер шва (рис. 69, б). Конец электрода отводят вверх или в сторону от капли, давая ей возможность затвердеть.
Вертикальные швы лучше сваривать снизу вверх, тогда нижележащий кратер будет удерживать капли металла (рис. 69, в). Электрод может иметь наклон вверх или вниз. При наклоне электрода вниз сварщику удобнее наблюдать за распределением капель электродного металла в разделке шва. Если необходимо вести вертикальную сварку сверху вниз, электрод ставится в положение I (рис. 69,г), а после образования, капли опускается ниже, в положение II, при котором капля удерживается короткой дугой от стекания. Вертикальные швы лучше сваривать электродом диаметром не более 4 мм, на пониженном токе (порядка 160 а). При этом уменьшается объем жидкого металла в кратере шва, что облегчает сварку.
Для уменьшения стекания металла при выполнении горизонтальных швов (рис. 70, а) скос кромок делают только у верхнего листа. Дугу возбуждают на нижней кромке (положение I), а затем переводят ее на кромку верхнего листа (положение II), поднимая вверх стекающую каплю металла. Схема движений конца электрода при сварке однослойного горизонтального шва показана на рис. 70, а, справа. Горизонтальные швы сваривают также продольными валиками, причем первый валик (корень шва) выполняют электродом диаметра 4 мм, а последующие — электродом 5 мм.
Наиболее трудно выполнять потолочные швы, которые свариваются возможно более короткой дугой. Для сварки потолочных швов применяют электроды с покрытиями более тугоплавкими, чем металл электрода. В этом случае покрытие образует на конце электрода чехольчик, удерживающий капли металла (рис. 70, б). В процессе сварки конец электрода то удаляют, то приближают к ванне. При удалении электрода дуга гаснет и металл шва затвердевает. Для потолочной сварки — вертикальной и горизонтальной используют электрод меньшего диаметра, а ток уменьшают на 10—12% по сравнению со сваркой металла такой же толщины в нижнем положении.
При сварке потолочных швов пузырьки газа, всплывая, попадают в корень шва, что снижает прочность сварного соединения. Потолочная сварка применяется только при монтаже крупных конструкций, сварке неповоротных стыков трубопроводов, ремонтной сварке и других подобных работах, когда выполнение шва в нижнем положении невозможно.
Вертикальные, горизонтальные и потолочные швы можно сваривать и в защитных газах, обеспечивающих струйный перенос металла электрода в сварочную ванну. При этом следует применять механизированные способы сварки.
Для сварки в любом пространственном положении пригодны электроды: ОМА-2, ОММ-5, ОЗЦ-1, ЦМ-7, ОЗС-4, ОЗС-2, УОНИ-13 и др. (см. табл. 6)
Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз. Отсюда и трудности сварки. Поэтому существует два важных принципа сварки вертикальных швов: Расплавленный металл в зоне сварки должен кристаллизоваться быстрее, чем при обычной нижней позиции.
Какие бывают виды швов. Технологии для вертикальных дорожек. сварка вертикального шва снизу вверх и сверху вниз: разница и особенности каждого вида. ... Существует множество видов и типов сварки. Они делятся по различным классификациям в зависимости от используемого материала, аппарата и типа ведения проводника для создания шва.
Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов. Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика. Как варить горизонтальный шов. Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит.
В зависимости от пространственного расположения бывает сварка вертикальных швов, горизонтальная сварка, а также сварка в потолочном положении. Исходя из этого, сварка может выполняться снизу вверх и наоборот. По способу расположения соединяемых деталей относительно друг друга выделяют такие швы, как стыковые, угловые, нахлесточные, тавровые, торцевые.
Методы сварки вертикальных швов резервуаров и угловых стыков. Правила работы электродом при ручном дуговом методе в вертикальном положении. Электрошлаковая технология. ... Способы сварки вертикальных швов. Сварные швы классифицируют по множеству параметров. Главными характеризующими признаками являются тип соединения и положение в пространстве. По типу соединения их делят на стыковые и угловые.